
شعاع خم در خمکاری ورق چیست و چرا در طراحی قطعه مهم است؟
خمکاری ورق یکی از پرکاربردترین روشها در ساخت قطعات فلزی است. بسیاری از قطعاتی که در صنایع مختلف استفاده میشوند، ابتدا با روشهایی مانند برش لیزر آماده شده و سپس برای رسیدن به فرم نهایی، وارد مرحله خمکاری میشوند. اما کیفیت نهایی قطعه فقط به دقت دستگاه خمکاری بستگی ندارد؛ طراحی درست قطعه قبل از تولید، نقش بسیار مهمی در نتیجه نهایی دارد.
یکی از مهمترین مفاهیم در طراحی قطعات خمکاریشده، شعاع خم است. شعاع خم اگر بهدرستی در طراحی در نظر گرفته نشود، میتواند باعث ترکخوردگی ورق، خطای ابعادی، مونتاژ نشدن قطعات، افزایش هزینه تولید و حتی غیرقابل ساخت شدن قطعه شود.
در این مقاله از دایان صنعت، به زبان ساده و کاربردی بررسی میکنیم که شعاع خم چیست، چرا در خمکاری ورق اهمیت دارد و هنگام طراحی قطعات فلزی باید به چه نکاتی توجه کرد.
شعاع خم چیست؟
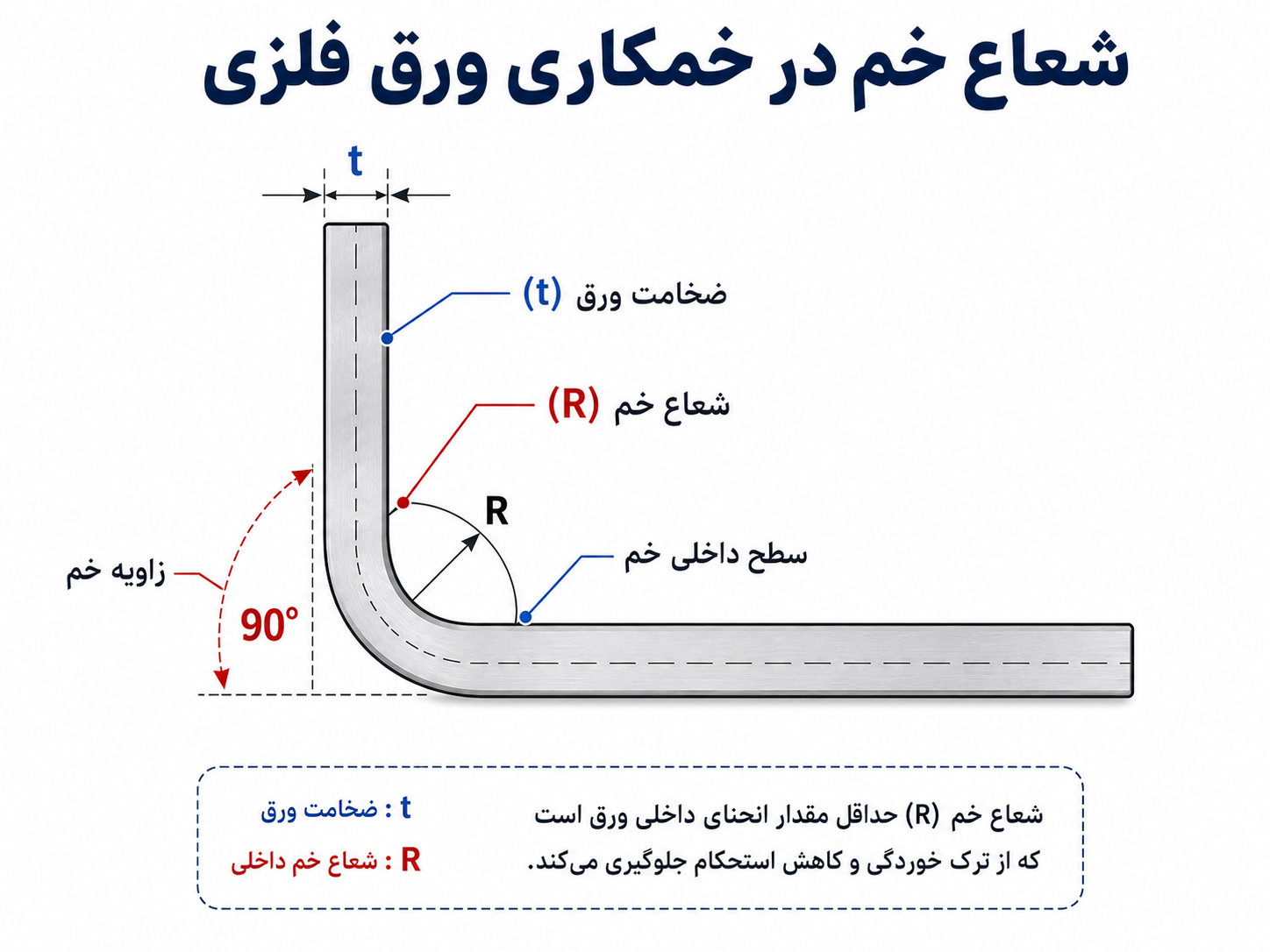
وقتی یک ورق فلزی خم میشود، محل خم بهصورت یک زاویه تیز و کاملاً شکسته درنمیآید. در قسمت داخلی خم، یک قوس ایجاد میشود. به فاصله مرکز این قوس تا سطح داخلی خم، شعاع خم گفته میشود.
به بیان سادهتر، شعاع خم یعنی میزان گردی یا انحنایی که در محل خم ورق ایجاد میشود.
اگر قطعهای را از کنار نگاه کنید، محل خم آن معمولاً شبیه یک گوشه کاملاً تیز نیست؛ بلکه یک انحنای کوچک دارد. این انحنا همان شعاع خم است.
در طراحی قطعه خمکاری، شعاع خم معمولاً با حرف R نمایش داده میشود. برای مثال اگر گفته شود شعاع خم R2 است، یعنی شعاع داخلی خم برابر با ۲ میلیمتر در نظر گرفته شده است.
چرا شعاع خم در خمکاری ورق اهمیت دارد؟
شعاع خم فقط یک عدد ساده در نقشه نیست. این عدد روی چند موضوع مهم اثر میگذارد:
دقت ابعاد نهایی قطعه
احتمال ترکخوردگی ورق
کیفیت ظاهری خم
قابلیت مونتاژ قطعه
انتخاب ابزار خمکاری
هزینه و زمان تولید
امکان ساخت قطعه با متریال مورد نظر
در بسیاری از پروژهها، مشتری فقط شکل نهایی قطعه را در نظر میگیرد، اما اگر شعاع خم بهدرستی مشخص نشده باشد، قطعه بعد از تولید ممکن است با طرح اولیه تفاوت داشته باشد.
در هنگام خمکاری چه اتفاقی برای ورق میافتد؟
وقتی ورق فلزی خم میشود، بخش بیرونی خم تحت کشش قرار میگیرد و بخش داخلی خم فشرده میشود. یعنی الیاف بیرونی ورق کشیده میشوند و الیاف داخلی به هم نزدیکتر میشوند.
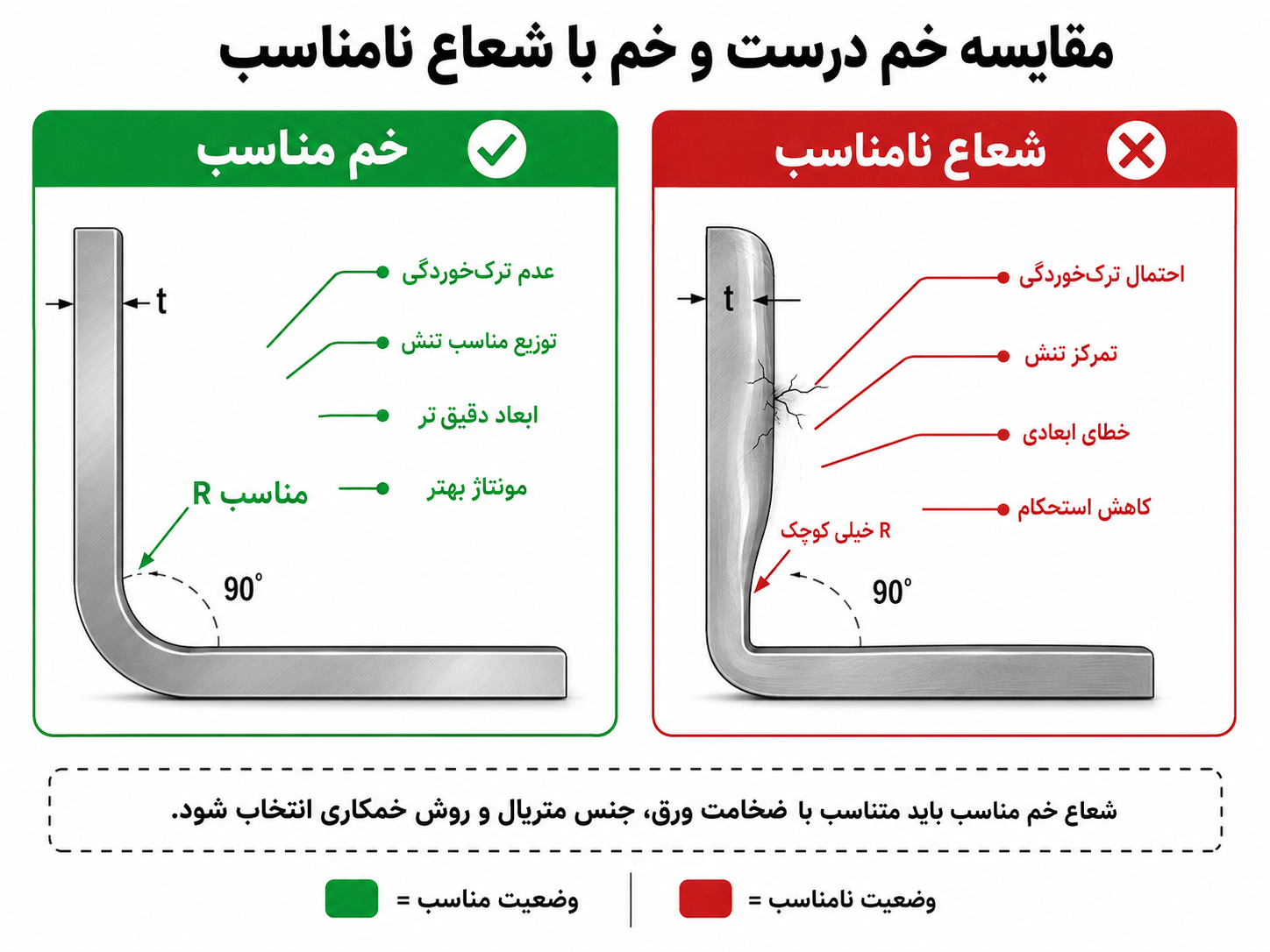
اگر شعاع خم خیلی کوچک باشد، کشش در سطح بیرونی ورق زیاد میشود. این موضوع میتواند باعث ایجاد ترک، نازک شدن بیش از حد سطح بیرونی یا کاهش استحکام قطعه شود.
از طرف دیگر، اگر شعاع خم بیش از حد بزرگ باشد، ممکن است فرم قطعه با فضای مونتاژ یا ابعاد مورد نیاز هماهنگ نباشد. بنابراین شعاع خم باید با توجه به جنس ورق، ضخامت، زاویه خم و کاربرد قطعه انتخاب شود.
رابطه شعاع خم با ضخامت ورق
یکی از مهمترین عوامل در انتخاب شعاع خم، ضخامت ورق است. معمولاً هرچه ورق ضخیمتر باشد، شعاع خم نیز باید بزرگتر در نظر گرفته شود.
برای مثال، خم کردن یک ورق ۱ میلیمتری با شعاع کم آسانتر از خم کردن یک ورق ۶ میلیمتری با همان شعاع است. اگر برای ورق ضخیم، شعاع خم بسیار کوچک انتخاب شود، احتمال ترکخوردگی یا تغییر شکل نامناسب افزایش پیدا میکند.
بهصورت کلی، در طراحی قطعات خمکاریشده باید بین ضخامت ورق و شعاع خم تناسب وجود داشته باشد. این تناسب باعث میشود قطعه در مرحله خمکاری، فرم مناسبی بگیرد و کیفیت نهایی آن حفظ شود.
آیا شعاع خم برای همه فلزات یکسان است؟
خیر. شعاع خم برای همه فلزات یکسان نیست. جنس ورق تأثیر زیادی روی رفتار قطعه در زمان خمکاری دارد.
برای مثال:
ورق آهن
ورق آهن معمولاً خمپذیری مناسبی دارد و در بسیاری از قطعات صنعتی، باکسهای فلزی، شاسیها و کاورها استفاده میشود. با این حال، ضخامت ورق و نوع فولاد همچنان روی شعاع خم مناسب اثر دارد.
ورق استیل
استیل نسبت به آهن رفتار متفاوتی دارد و معمولاً سختتر خم میشود. در طراحی قطعات استیل، توجه به شعاع خم اهمیت بیشتری دارد؛ چون انتخاب شعاع نامناسب میتواند باعث خطای زاویه یا تغییر شکل نامطلوب شود.
ورق آلومینیوم
آلومینیوم سبک است، اما بعضی آلیاژهای آن در برابر خمکاری حساستر هستند. در برخی موارد اگر شعاع خم کوچک انتخاب شود، احتمال ترک در محل خم افزایش پیدا میکند.
بنابراین در طراحی قطعات خمکاریشده، فقط ضخامت کافی نیست؛ جنس ورق نیز باید در نظر گرفته شود.
شعاع خم و دقت ابعادی قطعه
یکی از خطاهای رایج در طراحی قطعات فلزی این است که طراح، ابعاد قطعه را بدون توجه به شعاع خم محاسبه میکند. در حالیکه وقتی ورق خم میشود، بخشی از طول ورق در ناحیه خم مصرف میشود.
به همین دلیل، اندازه قطعه در حالت تخت با اندازه قطعه بعد از خمکاری یکسان نیست. اگر این موضوع در طراحی لحاظ نشود، قطعه نهایی ممکن است کوتاهتر یا بلندتر از مقدار مورد انتظار شود.
این موضوع مخصوصاً در قطعاتی مهم است که باید با قطعات دیگر مونتاژ شوند؛ مثل:
باکسهای فلزی
رکهای صنعتی
کاور دستگاه
قطعات پیچشونده
براکتها
شاسیهای فلزی
قطعاتی که داخل قطعه دیگر قرار میگیرند
در این نوع قطعات، خطای چند میلیمتری هم میتواند باعث مونتاژ نشدن محصول شود.
شعاع خم و محل سوراخها
یکی از مهمترین نکاتی که در طراحی قطعه خمکاری باید رعایت شود، فاصله سوراخها از خط خم است. اگر سوراخ، شیار یا برش نزدیک به محل خم قرار بگیرد، هنگام خمکاری ممکن است تغییر شکل دهد.
برای مثال، اگر بعد از برش لیزر، سوراخی خیلی نزدیک خط خم باشد، در زمان خمکاری ممکن است سوراخ از حالت دایره خارج شود و به شکل بیضی دربیاید. این موضوع در قطعاتی که پیچ و مهره، پرچ یا اتصال مکانیکی دارند، مشکلساز میشود.
به همین دلیل، هنگام طراحی فایل برش لیزر و خمکاری، باید محل سوراخها، شیارها و برشها با توجه به شعاع خم و ضخامت ورق مشخص شود.
شعاع خم و ترکخوردگی ورق
اگر شعاع خم بسیار کوچک باشد، سطح بیرونی ورق بیش از حد کشیده میشود. این کشش میتواند باعث ایجاد ترکهای ریز یا حتی شکست در محل خم شود.
ترکخوردگی معمولاً در شرایط زیر بیشتر اتفاق میافتد:
ورق ضخیم باشد
جنس ورق شکنندهتر باشد
شعاع خم خیلی کوچک انتخاب شده باشد
خمکاری خلاف جهت مناسب الیاف ورق انجام شود
ابزار خمکاری با جنس و ضخامت ورق هماهنگ نباشد
قطعه چند خم نزدیک به هم داشته باشد
برای جلوگیری از این مشکل، شعاع خم باید بر اساس جنس ورق، ضخامت و شرایط تولید تعیین شود.
شعاع خم و انتخاب ابزار خمکاری
در خمکاری ورق، ابزار مورد استفاده نیز روی شعاع خم اثر دارد. ابزار خمکاری شامل سنبه و ماتریس است. شکل و اندازه این ابزارها تعیین میکند که ورق چگونه خم شود و شعاع داخلی خم چه مقداری باشد.
اگر ابزار مناسب انتخاب نشود، حتی اگر طراحی قطعه درست باشد، نتیجه نهایی ممکن است مطلوب نباشد.
برای مثال، خمکاری ورق ضخیم با ابزار نامناسب میتواند باعث ایجاد اثر نامطلوب روی سطح قطعه، خطای زاویه، ترک یا ناهماهنگی در ابعاد شود.
به همین دلیل، طراحی قطعه باید با توان تولید و ابزارهای موجود هماهنگ باشد.
اشتباهات رایج در طراحی شعاع خم
در طراحی قطعات خمکاریشده، چند اشتباه بسیار رایج وجود دارد:
۱. طراحی گوشه کاملاً تیز در محل خم
در واقعیت، خمکاری ورق با گوشه کاملاً تیز انجام نمیشود. همیشه یک شعاع داخلی در محل خم وجود دارد. اگر در طراحی، این شعاع در نظر گرفته نشود، ابعاد نهایی قطعه دقیق نخواهد بود.
۲. انتخاب شعاع خیلی کوچک
شعاع خیلی کوچک میتواند باعث ترک، ضعف در محل خم و کاهش کیفیت قطعه شود.
۳. انتخاب شعاع بدون توجه به ضخامت ورق
شعاع خم باید با ضخامت ورق هماهنگ باشد. شعاع مناسب برای ورق ۱ میلیمتری الزاماً برای ورق ۵ میلیمتری مناسب نیست.
۴. بیتوجهی به جنس ورق
آهن، استیل و آلومینیوم در خمکاری رفتار یکسانی ندارند. طراحی شعاع خم باید با توجه به متریال انجام شود.
۵. قرار دادن سوراخ نزدیک خط خم
سوراخ نزدیک خط خم ممکن است هنگام خمکاری تغییر شکل دهد و باعث مشکل در مونتاژ شود.
۶. در نظر نگرفتن رنگ پودری یا پوشش نهایی
اگر قطعه بعد از خمکاری وارد مرحله رنگ پودری الکترواستاتیک شود، باید تلرانس مناسب برای پوشش نهایی نیز در طراحی لحاظ شود.
شعاع خم در طراحی فایل برش لیزر و خمکاری
در بسیاری از پروژهها، قطعه ابتدا با برش لیزر فلزات از ورق جدا میشود و سپس وارد مرحله خمکاری میشود. بنابراین طراحی فایل باید از ابتدا با در نظر گرفتن هر دو مرحله انجام شود.
اگر فقط به برش لیزر توجه شود و خمکاری در طراحی دیده نشود، ممکن است قطعه بعد از برش دقیق باشد، اما در مرحله خمکاری دچار مشکل شود.
برای طراحی بهتر، باید این موارد مشخص باشد:
جنس ورق چیست؟
ضخامت ورق چقدر است؟
قطعه چند خم دارد؟
زاویه هر خم چند درجه است؟
جهت خمها چگونه است؟
شعاع داخلی خم چقدر باید باشد؟
سوراخها چه فاصلهای از خط خم دارند؟
قطعه بعد از خمکاری چگونه مونتاژ میشود؟
آیا قطعه رنگ پودری، جوشکاری یا قلاویزکاری هم دارد؟
پاسخ به این سؤالها کمک میکند فایل تولیدی دقیقتر و قابل ساختتر باشد.
چرا بعضی قطعات بعد از خمکاری مونتاژ نمیشوند؟
یکی از دلایل اصلی مونتاژ نشدن قطعات خمکاریشده، در نظر نگرفتن شعاع خم و خطای ابعادی ناشی از آن است.
فرض کنید یک قطعه قرار است بعد از خمکاری داخل قطعه دیگری قرار بگیرد. اگر شعاع خم، ضخامت ورق و تلرانس مونتاژ درست محاسبه نشده باشد، ممکن است قطعه در جای خود قرار نگیرد یا بیش از حد لق باشد.
همچنین اگر چند قطعه خمکاریشده قرار است به هم پیچ شوند، محل سوراخها باید بعد از خمکاری هم دقیقاً در موقعیت درست قرار بگیرد. در غیر این صورت، پیچها بسته نمیشوند یا نیاز به اصلاح دستی ایجاد میشود.
شعاع خم و هزینه تولید
شاید در نگاه اول، شعاع خم فقط یک نکته فنی به نظر برسد؛ اما در واقع روی هزینه تولید هم اثر دارد.
طراحی اشتباه شعاع خم میتواند باعث موارد زیر شود:
اصلاح دوباره فایل طراحی
تولید نمونه ناموفق
دوبارهکاری در خمکاری
نیاز به سنگزنی یا اصلاح دستی
افزایش ضایعات ورق
تأخیر در تحویل
افزایش هزینه مونتاژ
تولید مجدد قطعه
در مقابل، اگر شعاع خم از ابتدا درست طراحی شود، مسیر تولید سریعتر، دقیقتر و اقتصادیتر خواهد بود.
چکلیست طراحی خم در قطعات فلزی
قبل از ارسال فایل برای برش لیزر و خمکاری، این موارد را بررسی کنید:
ضخامت ورق مشخص شده باشد.
جنس ورق مشخص باشد.
محل خطوط خم در نقشه مشخص باشد.
زاویه هر خم معلوم باشد.
شعاع داخلی خم در طراحی لحاظ شده باشد.
سوراخها از خط خم فاصله مناسب داشته باشند.
قطعه بعد از خمکاری از نظر مونتاژ بررسی شده باشد.
جهت خمها مشخص باشد.
تلرانسهای مهم در نقشه تعیین شده باشند.
در صورت نیاز به رنگ پودری، ضخامت پوشش نهایی در نظر گرفته شده باشد.
این چکلیست ساده میتواند از بسیاری از خطاهای تولید جلوگیری کند.
دایان صنعت چگونه در طراحی و خمکاری قطعات فلزی کمک میکند؟
در دایان صنعت، خمکاری ورق بهعنوان بخشی از فرایند ساخت قطعات فلزی انجام میشود. بسیاری از قطعات صنعتی فقط با یک مرحله تولید آماده نمیشوند؛ بلکه معمولاً ترکیبی از برش لیزر، خمکاری، جوشکاری، قلاویززنی، خزینهکاری، رنگ پودری و مونتاژ هستند.
به همین دلیل، بررسی طراحی قطعه قبل از تولید اهمیت زیادی دارد. اگر فایل طراحی از ابتدا با نگاه تولیدی بررسی شود، بسیاری از خطاها قبل از شروع ساخت شناسایی میشوند.
دایان صنعت در زمینههای زیر خدمات ارائه میدهد:
قلاویززنی و خزینهکاری
فرزکاری و تراشکاری
طراحی، مدلسازی و نمونهسازی قطعات صنعتی
اگر قطعه شما نیاز به برش لیزر و خمکاری دارد، بهتر است قبل از تولید، فایل طراحی از نظر شعاع خم، ضخامت ورق، محل سوراخها، امکان مونتاژ و روش ساخت بررسی شود.

جمعبندی
شعاع خم یکی از مهمترین مفاهیم در طراحی قطعات خمکاریشده است. اگر این موضوع در طراحی قطعه نادیده گرفته شود، ممکن است قطعه بعد از خمکاری دچار خطای ابعادی، ترکخوردگی، تغییر شکل سوراخها یا مشکل در مونتاژ شود.
در خمکاری ورق، شعاع خم باید با توجه به جنس ورق، ضخامت، زاویه خم، ابزار تولید و کاربرد نهایی قطعه انتخاب شود. طراحی درست شعاع خم باعث کاهش دوبارهکاری، کاهش هزینه تولید و افزایش کیفیت قطعه نهایی میشود.
اگر برای ساخت قطعه فلزی، باکس صنعتی، رک، کاور دستگاه، شاسی یا قطعات سفارشی نیاز به برش لیزر و خمکاری دارید، میتوانید فایل طراحی یا نقشه خود را برای دایان صنعت ارسال کنید تا امکان تولید و نکات فنی آن بررسی شود.
سوالات متداول درباره شعاع خم در خمکاری ورق
شعاع خم در خمکاری ورق چیست؟
شعاع خم به انحنای داخلی محل خم ورق گفته میشود. این شعاع نشان میدهد که گوشه خمشده قطعه چقدر گرد یا تیز است.
آیا شعاع خم روی ابعاد نهایی قطعه اثر دارد؟
بله. شعاع خم روی طول بازشده ورق، ابعاد نهایی قطعه و محل قرارگیری سوراخها اثر میگذارد. اگر درست محاسبه نشود، قطعه ممکن است بعد از خمکاری با نقشه اولیه اختلاف داشته باشد.
آیا شعاع خم برای آهن، استیل و آلومینیوم یکسان است؟
خیر. هر متریال رفتار متفاوتی در خمکاری دارد. بنابراین شعاع خم باید با توجه به جنس ورق و ضخامت آن انتخاب شود.
چرا سوراخ نزدیک خط خم مشکلساز است؟
چون هنگام خمکاری، ناحیه نزدیک خط خم تحت کشش و فشار قرار میگیرد. اگر سوراخ خیلی نزدیک این ناحیه باشد، ممکن است تغییر شکل دهد یا باعث ضعف قطعه شود.
آیا دایان صنعت امکان بررسی فایل خمکاری را دارد؟
بله. در دایان صنعت، فایلهای طراحی قطعات فلزی میتوانند از نظر امکان برش لیزر، خمکاری، شعاع خم، محل سوراخها و مونتاژ نهایی بررسی شوند.

















