
در این مقاله قرار است تا با نکاتی در خصوص طراحی و آمادهسازی فایل برش لیزر آشنا شویم. برخی از این نکات ریز اما در عین حال بسیار کاربردی و پر اهمیت هستند. نکاتی که حاصل تجارب اپراتورها و طراحان در صنعت میباشد. دانستن این نکات به طراحان و مهندسین مکانیک ، صنایع ، معماری ، طراحی صنعتی و هوافضا بسیار توصیه میشود. بعضی از این نکات بسیار راهبردی هستند و عدم دقت به آنها ممکن است قطعات طراحی شده به اشتباه برش داده شوند و موجب خسارت مالی به طراح و شرکت سازنده شود.
توجه به متریال
طراحی فایل برش باید با توجه به جنس و متریال مورد نظر صورت گیرد. به عنوان مثال در فلزات اگر جنس مورد نظر آهن باشد طراحی و ترسیم متفاوت با استیل خواهد بود. یا در غیرفلزات فایل های مناسب چوب با فایل های برش پارچه تفاوت دارند. چرا که میزان سوختگی یا ذوب شدن هر متریال با دیگری متفاوت است. در خصوص فلزات توجه به این نکته بسیار مهم است. چرا که طراحی تجهیزات ، قطعات صنعتی و قطعات پیشرفته بر اساس پارامترهای مورد نیاز برای محصول نهایی صورت میگیرد. برای مثال در برخی محصولات تنها به استحکام بالا نیاز است و بنابراین میتوان از گریدهای مختلف آهن ( در بازار متریالهایی که درصد کربن آن کم باشد آهن میگویند و به آنها که درصد کربنشان از حدی بیشتر باشد استیل میگویند، هرچند که در مباحث تئوری و علمی، به آهن با درصد کربن کم هیچ گاه آهن خالص اطلاق نمیشود.). در برخی موارد برای محصولتان به فلزی با ضریب انتقال حرارت بالا نیاز دارید ، در این صورت فلزی مانند آلومینیوم بسیار مقرون به صرفه است. گاهی اوقات نیز به فلزی نیاز دارید که در عین داشتن ضریب انتقال حرارت بالا، مقاومت به خوردگی بالایی داشته باشد یا تحمل تنش بیشتری نسبت به آلومنیوم مد نظر است ، در این صورت میتوان از مس استفاده کرد. هرچند هیچ کدام از گزارههای بالا قطعی و دقیق نیستند چرا که آهن ، آلومنیوم ، مس ، تیتانیوم و ... هرکدام آلیاژها و گریدهای بسیار متنوعی دارند که برای کاربردهای مختلف توسعه داده شدهاند. در حقیقت شما برای هر کاربردی که مد نظرتان است فلزات و آلیاژهای بسیار متنوعی را میتوانید در نظر داشته باشید اما چند عامل وجود دارد که لیست بلندبالای این متریالها را کاهش میدهد: 1. وجود آلیاژ و فلز مد نظر در بازار 2. قیمت فلز مد نظر و مقرون به صرفه بودن آن بر اساس نوع محصول و کاربرد 3.قابلیت ماشین کاری ، برش دهی ، خمکاری و ...
مورد آخر در این بخش بسیار مورد اهمیت است. برای مثال یک طراح باید بداند که برش دهی فلزی چون آهن به روش لیزر به مراتب از از آلومینیوم آسانتر است. آلومنیوم هم از مس راحتتر برش میخورد. منظور از راحت برش خوردن آن است که یک دستگاه برش لیزر با توان مشخص ، برای مثال ممکن است بتواند 15 مییلیمتر آهن را برش دهد ، اما همین دستگاه درنهایت 4 میلیمتر آلومینیوم را میتواند برش دهد و برای مس هم این عدد به 2 میلیمتر میرسد. بنابراین لازم است تا طراح این موضوع را مد نظر قرار دهد.

توجه به ضخامت ورق
تصمیم گیری در مورد مواد یک چیز است، اما ضخامت آن یک داستان متفاوت است. بسته به اینکه طرح شما چقدر جزئیات دارد، ضخامت ورق نقش مهمی ایفا می کند. ضخامت می تواند از 1 تا 10 میلی متر باشد. درصورتی که قطعات پیچیدگی زیاد یا نیاز به دقت برش بالا دارند ورق های بسیار نازک انتخاب خوبی نیستند. البته علم به این که چه ورقی برای کاربرد شما مناسب است نیاز به دانش مهندسی و تجربه بالا دارد. شما باید دانش کافی درخصوص فلزات مختلف داشته باشید ، برای مثال ممکن است برای یک کاربرد خاص، ورق آهن با ضخامت 10 میلیمتر هم کافی نباشد و برای یک محصول دیگر که تنش زیادی بر آن وارد نمیشود ، استفاده از ورق 1 میلیمتر هم به اصطلاح over design باشد!!
فاصله گذاری
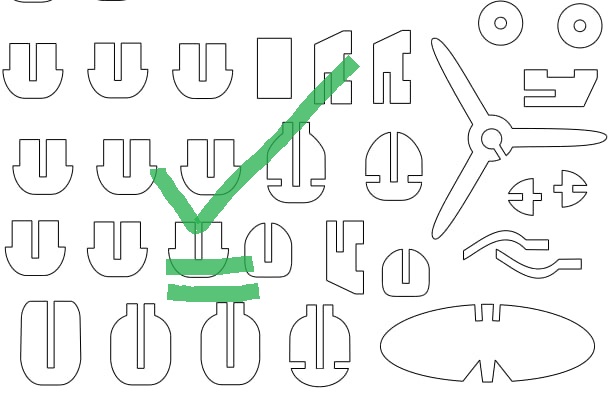
قطعه یا قطعاتی که باید برش بخورند بسته به ضخامت و جنس ورق و ابعاد قطعات باید 3-10 میلیمتر از لبه های ورق یا یک دیگر فاصله داشته باشند تا دستگاه بتواند خط برش را دقیق و بدون خطا دنبال کند. در داخل قطعات نیز هیچگاه دو خط برش نباید بیش از حد به یک دیگر نزدیک باشند.
مقیاس و یکا
دستگاه های برش لیزری که در ایران فعال هستند عموما با سیستم متریک کار می کنند. یعنی واحد ها باید به میلیمتر باشد. فایل طراحی شده نیز باید به میلیمتر باشد. بطور مثلا اگر یک قطعه ابعاد 20 سانتی متر در 15 سانتی متر دارد در نقشه باید 200 میلیمتر در 150 میلیمتر خوانده شود. در نهایت بررسی کنید مقیاس فایل به میلیمتر 1:1 باشد.
فرمت فایل
بهترین فرمت فایل برای برش در دستگاه های لیزر فرمت DXF است. فایل هایی با سایر فرمت ها باید در نهایت به فرمت DXF تبدیل شده و مجددا ابعاد و خطوط بررسی شوند تا از خطاهای احتمالی تبدیل فرمت اجتناب شود. علاوه بر فرمت DXF فرمت Ai مربوط به نرم افزار Adobe Illustrator هم برای برش لیزر مناسب است.
ضخامت خط برش
برش لیزر مانند سایر ماشین آلات صنعتی برش مثل وایرکات و پلاسما بخشی از خط برش را ذوب می کند. یعنی اگر یک مربع 40 میلیمتر در 40 میلیمتر از داخل یک قطعه خارج می شود. هیچگاه هردو قطعه (مربع خارج شده و حفره باقی مانده) دقیقا 40*40 میلیمتر نخواهند بود. بسته به جنس و ضخامت ورق میزان خطا میتواند بین 0.1 تا 0.5 میلیمتر متغیر باشد. اما درصورتی که شما در یک سمت قطعه دقت بالایی بخواهید کارشناسان گروه صنعتی داصاد می توانند تا 0.05 میلیمتر دقت در برش قطعات به شما ارائه دهند.
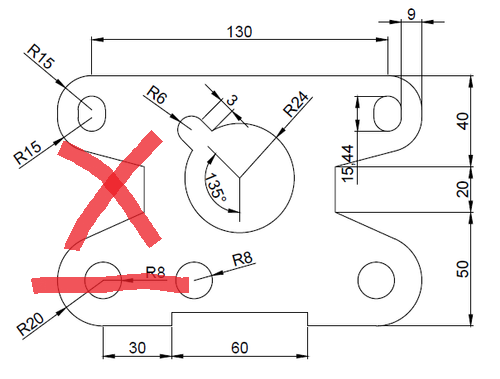
سوراخ ها و شعاع ها
قطر سوراخ ها و حفره هایی که برای پیچ ها تعبیه می شوند باید حداقل بیشتر از نصف ضخامت ورق باشد. یعنی در ورق با ضخامت 4 میلیمتر حفره با قطر 1 میلیمتر اصلا مناسب نیست. همچنین حداقل شعاع داخلی 0.1 ضخامت ورق است. به عنوان مثال، اگر صفحه فولادی با ضخامت 10 میلی متر دارید، می توانید از شعاع 1 میلیمتر استفاده کنید.

برش حروف و اعداد
این اغلب نادیده گرفته می شود. وقتی می خواهید کلماتی را روی ورق فلزی خود اضافه کنید، این واقعیت را در نظر بگیرید که داخل آن نمی تواند در هوا معلق بماند. بطور مثال حلقه داخلی "ط" باید توسط 2 پل به هم متصل شوند در غیر این صورت، حلقه داخلی از بین می رود و برش اضافی غیر ضروری برای نتیجه نهایی ایجاد می شود.
علامات اضافی
در ترسیم هیچ نیازی به علامت گذاری مرکز سوراخ ها نیست. به خطوط مقطع هم نیازی نیست. شما توسط رایانه ترسیم میکنید و دستگاه هم بصورت CNC برش می زند پس علامت های اضافی را پاک کنید. اگر مقیاس فایل شما درست باشد حتی نیازی به اندازه گذاری هم نیست. فقط در فایل های خمکاری نیاز به درج زاویه خم داریم. پس نیازی به فایل با فرمت مهندسی برای برش نیست.
|
|
جهت برش
این مورد مخصوصا در ورق های استیل یا غیرفلزاتی مانند MDf و پارچه کاربرد دارد. معمولا وجه اصلی ورق باید رو به بالا باشد. پس فایل را مطابق این نکته تنظیم کنید.
خطوط تکراری
بسیاری از نقشه ها دارای خطوط تکراری یا همپوشانی شده هستند که دیده نمی شوند. اما در فرمت CAD وجود دارند. این مساله برش را دچار مشکل کرده و البته هزینه نهایی را افزایش می دهد.

















